
Процесът на производство на въглеродни материали е строго контролирана системна инженерна система. Производството на графитни електроди, специални въглеродни материали, алуминий, въглерод и нови висококачествени въглеродни материали е неразделно свързано с използването на суровини, оборудване, технологии, управление на четири производствени фактора и свързаната с тях патентована технология.
Суровините са ключовите фактори, които определят основните характеристики на въглеродните материали, а производителността на суровините определя производителността на произведените въглеродни материали. За производството на UHP и HP графитни електроди, висококачественият иглен кокс е първият избор, но също така се използват висококачествен свързващ асфалт и импрегниращ асфалт. Но само висококачествените суровини, липсата на оборудване, технологии, управленски фактори и свързаните с тях патентовани технологии, също не позволяват производството на висококачествени UHP и HP графитни електроди.
Тази статия се фокусира върху характеристиките на висококачествения иглен кокс, за да изложи някои лични виждания, които да бъдат обсъдени от производителите на иглен кокс, производителите на електроди и научноизследователските институти.
Въпреки че промишленото производство на иглен кокс в Китай е по-късно от това на чуждестранните предприятия, то се развива бързо през последните години и започва да се оформя. По отношение на общия обем на производство, то може основно да задоволи търсенето на иглен кокс за UHP и HP графитни електроди, произвеждани от местни въглеродни предприятия. Въпреки това, все още има известна разлика в качеството на игления кокс в сравнение с чуждестранните предприятия. Колебанията в производителността на партидите влияят върху търсенето на висококачествен иглен кокс при производството на UHP и HP графитни електроди с голям размер, особено липсата на висококачествен съединен иглен кокс, който да може да задоволи производството на съединени графитни електроди.
Чуждестранните предприятия за въглеродни електроди, произвеждащи графитни електроди с големи спецификации UHP и HP, често са първият избор на висококачествен нефтен иглен кокс като основна суровина за кокс. Японските предприятия за въглеродни електроди също използват някои иглен кокс от въглищна серия като суровина, но само за производството на графитни електроди със спецификация φ 600 mm. В момента игленият кокс в Китай е предимно от въглищна серия. Производството на висококачествени големи UHP графитни електроди от предприятията за въглеродни електроди често разчита на вносен нефтен иглен кокс, особено производството на висококачествен кокс, съчетан с вносния японски нефтен кокс от серията Suishima и британския нефтен кокс от серията HSP като суровина за кокс.
В момента игловидният кокс, произвеждан от различни предприятия, обикновено се сравнява с търговските показатели на чуждестранен игловиден кокс чрез конвенционални показатели за ефективност, като например съдържание на пепел, истинска плътност, съдържание на сяра, съдържание на азот, разпределение на размера на частиците, коефициент на термично разширение и т.н. Въпреки това, все още липсват различни степени на класификация на игловидния кокс в сравнение с чуждестранните страни. Следователно, производството на игловиден кокс, разговорно наричано „унифицирани стоки“, не може да отразява степента на висококачествения първокласен игловиден кокс.
В допълнение към конвенционалното сравнение на производителността, предприятията за въглеродни продукти трябва да обърнат внимание и на характеристиките на игловидния кокс, като например класификация на коефициента на термично разширение (CTE), якостта на частиците, степента на анизотропия, данните за разширението в неинхибирано и инхибирано състояние, както и температурния диапазон между разширението и свиването. Тъй като тези термични свойства на игловидния кокс са много важни за контрола на процеса на графитизация в производствения процес на графитни електроди, разбира се, не се изключва влиянието на термичните свойства на асфалтовия кокс, образуван след изпичане на свързващото вещество и импрегниращия агент асфалт.
1. Сравнение на анизотропията на игловидния кокс
(A) Проба: φ 500 mm UHP електродно тяло на местна фабрика за въглерод;
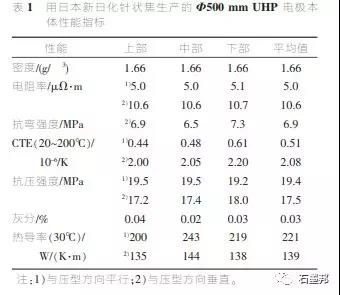
Суровина: игловиден кокс: японски нов химически клас LPC-U, съотношение: 100% клас LPC-U; Анализ: завод SGL Griesheim; Показателите за ефективност са показани в Таблица 1.
(B) Проба: φ 450 mmHP електродно тяло от местна фабрика за въглени; Суровина игловиден кокс: игловиден кокс от местна фабрика за въглени, съотношение: 100%; Анализ: Завод за въглени Шандонг Базан; Показателите за ефективност са показани в Таблица 2.
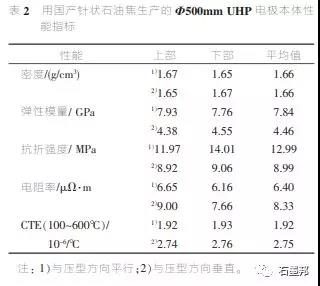
Както може да се види от сравнението на Таблица 1 и Таблица 2, игловидният кокс клас LPC-U от нови ежедневни химически въглищни мерки има голяма анизотропия на термичните свойства, при които анизотропията на CTE може да достигне 3,61~4,55, а анизотропията на съпротивлението също е голяма, достигайки 2,06~2,25. Освен това, якостта на огъване на домашния нефтен игловиден кокс е по-добра от тази на новия ежедневен химически въглищен кокс клас LPC-U. Стойността на анизотропията е много по-ниска от тази на новия ежедневен химически въглищен кокс клас LPC-U.
Анализът на анизотропната степен на производителност при производството на свръхмощни графитни електроди е важен метод за оценка на качеството на суровината за иглен кокс. Размерът на степента на анизотропия, разбира се, също оказва известно влияние върху производствения процес на електрода. Степента на анизотропия на електрическата енергия е изключително ефективна при термичен удар, отколкото средната степен на анизотропия на малкия електрод.
В момента производството на игловиден кокс от въглища в Китай е много по-голямо от това на игловидния кокс от нефт. Поради високата цена на суровините и цената на въглеродните предприятия е трудно да се използва 100% домашен игловиден кокс при производството на UHP електроди, като се добавя определено количество калциран нефтен кокс и графитен прах за производството на електроди. Следователно е трудно да се оцени анизотропията на домашния игловиден кокс.
2. Линейни и обемни свойства на игловидния кокс
Линейните и обемни промени на игловидния кокс се отразяват главно в графитния процес, произведен от електрода. С промяната на температурата, игловидният кокс ще претърпи линейно и обемно разширение и свиване по време на процеса на нагряване, което пряко влияе върху линейните и обемни промени на изпечената заготовка от електрода в графитния процес. Това не е едно и също при използване на различни свойства на суровия кокс и различните видове игловиден кокс се променят. Освен това, температурният диапазон на линейните и обемните промени на различните видове игловиден кокс и калциниран нефтен кокс също е различен. Само чрез овладяване на тази характеристика на суровия кокс можем да контролираме и оптимизираме по-добре химическата последователност на производството на графит. Това е особено очевидно в процеса на серийна графитизация.
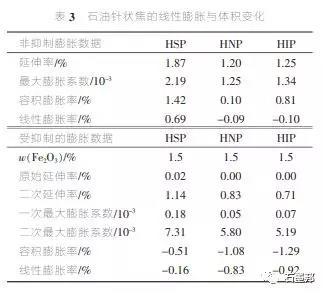
Таблица 3 показва линейните и обемните промени и температурните диапазони на три вида нефтен игловиден кокс, произведен от Conocophillips във Великобритания. Линейното разширение настъпва първо, когато нефтеният игловиден кокс започне да се нагрява, но температурата в началото на линейното свиване обикновено изостава от максималната температура на калциниране. От 1525℃ до 1725℃ започва линейното разширение и температурният диапазон на цялото линейно свиване е тесен, само 200℃. Температурният диапазон на цялото линейно свиване на обикновения забавен нефтен кокс е много по-голям от този на игловидния кокс, а въглищният игловиден кокс е между двата, малко по-голям от нефтения игловиден кокс. Резултатите от тестовете на Института за изпитване на индустриални технологии в Осака, Япония, показват, че колкото по-лоши са термичните характеристики на кокса, толкова по-голям е температурният диапазон на свиване по линията, достигайки до 500 ~ 600 ℃, а температурата на свиване в началото е ниска, при 1150 ~ 1200 ℃ започва свиването по линията, което е характерно и за обикновения забавен нефтен кокс.
Колкото по-добри са термичните свойства и колкото по-голяма е анизотропията на игловидния кокс, толкова по-тесен е температурният диапазон на линейно свиване. Някои висококачествени игловидни коксове от нефт имат температурен диапазон на линейно свиване само от 100 до 150 ℃. Много е полезно за въглеродните предприятия да ръководят процеса на графитизация на производството, като разберат характеристиките на линейното разширение, свиването и повторното разширение на различните суровини за кокс, което може да избегне някои ненужни качествени отпадъчни продукти, причинени от използването на традиционния експериментален метод.
3 заключение
Овладяване на различните характеристики на суровините, избор на разумно съчетание на оборудване, добра комбинация от технологии и по-научно и разумно управление на предприятието, тази серия от цялостни технологични системи, строго контролирани и стабилни, може да се каже, че са в основата на производството на висококачествени графитни електроди с ултрависока мощност и висока мощност.
Време на публикуване: 30 декември 2021 г.