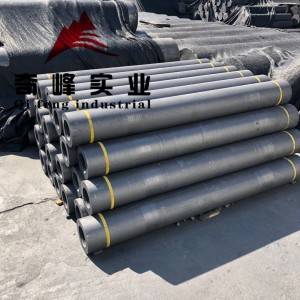
UHP графитни електроди, използвани в топене в електродъгови фурни/рафиниране на ниски температури по време на производството на стомана



Бързи подробности:
Място на произходХебей, Китай (континентален)
Име на маркатаЧетвъртофинал
ТипЕлектроден блок
ПриложениеПроизводство на стомана/Топене на стомана
Дължина: 1600~2800 мм
ОценкаHP
Съпротивление (μΩ.м): <6.2
Привидна плътност (g/cm³ ): >1.67
Термично разширение (100-600℃) x 10-6/℃<2.0
Якост на огъване (Mpa): >10.5
ПЕПЕЛ: 0,3% макс.
Вид зърно3TPI/4TPI/4TPIL
СуровинаНефтен кокс „Игъл“
ПревъзходствоНиска консумация
ЦвятЧерно Сиво
Диаметър:300 мм, 400 мм, 450 мм, 500 мм, 600 мм, 650 мм, 700 мм
Възможност за доставка
3000 тона/тона на месец
Опаковане и доставка
Детайли за опаковката:
Стандартни дървени палети или според изискванията на клиента.
ПортПристанище Тиендзин
Предимство
(1) Предимствата на графитния електрод са по-лесна обработка, висока скорост на отстраняване чрез машинно разреждане и малка загуба на графит, поради което някои клиенти на групови машини за искрови машини се отказаха от медния електрод и го замениха с графитен. Освен това, някои от електродите не могат да бъдат изработени от мед поради специалната си форма, но графитът е по-лесен за оформяне, а медният електрод е тежък и не е подходящ за обработка на големи електроди. Тези фактори доведоха до употребата на графитни електроди от някои клиенти на групови машини за искрови машини.
(2) Графитният електрод е по-лесен за обработка и скоростта на обработка е очевидно по-висока от тази на медния електрод. Например, графитът се обработва чрез фрезоване, което е 2-3 пъти по-бързо от другите метали и не изисква допълнителна ръчна обработка, докато медният електрод се нуждае от ръчно шлифоване. По подобен начин, ако използвате високоскоростен графитен обработващ център за изработка на електрода, той ще бъде по-бърз и по-ефективен и няма да има проблем с праха. При тези процеси изборът на подходящи инструменти за твърдост и графит може да намали износването на инструмента и повредите на медния електрод. При сравнение на времето за фрезоване между графитния и медния електрод, графитният електрод е с 67% по-бърз от медния електрод. При ерозионна обработка при общи условия времето за обработка с графитния електрод е с 58% по-бързо от това с медния електрод. В резултат на това времето за обработка е значително намалено и производствените разходи са намалени.
(3) Дизайнът на графитния електрод е различен от този на традиционния меден електрод. Много фабрики за матрици обикновено имат различно резервно количество при грубата обработка и довършителните работи на медния електрод, а графитният електрод използва почти същото резервно количество, което намалява времето за CAD/CAM и машинна обработка и само по тази причина е достатъчно, за да подобри значително прецизността на кухината на матрицата.